Boccole

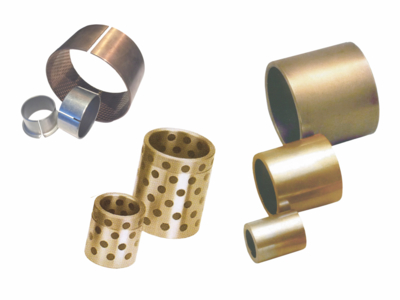
- Boccole in bronzo cilindriche
- Boccole in bronzo flangiate
- Boccole in ferro cilindriche
- Boccole in ferro flangiate
- Boccole FIPS cilindriche (bronzo)
- Boccole FIPS flangiate (bronzo)
- Boccole KU KX cilindriche
- Boccole KU KX flangiate
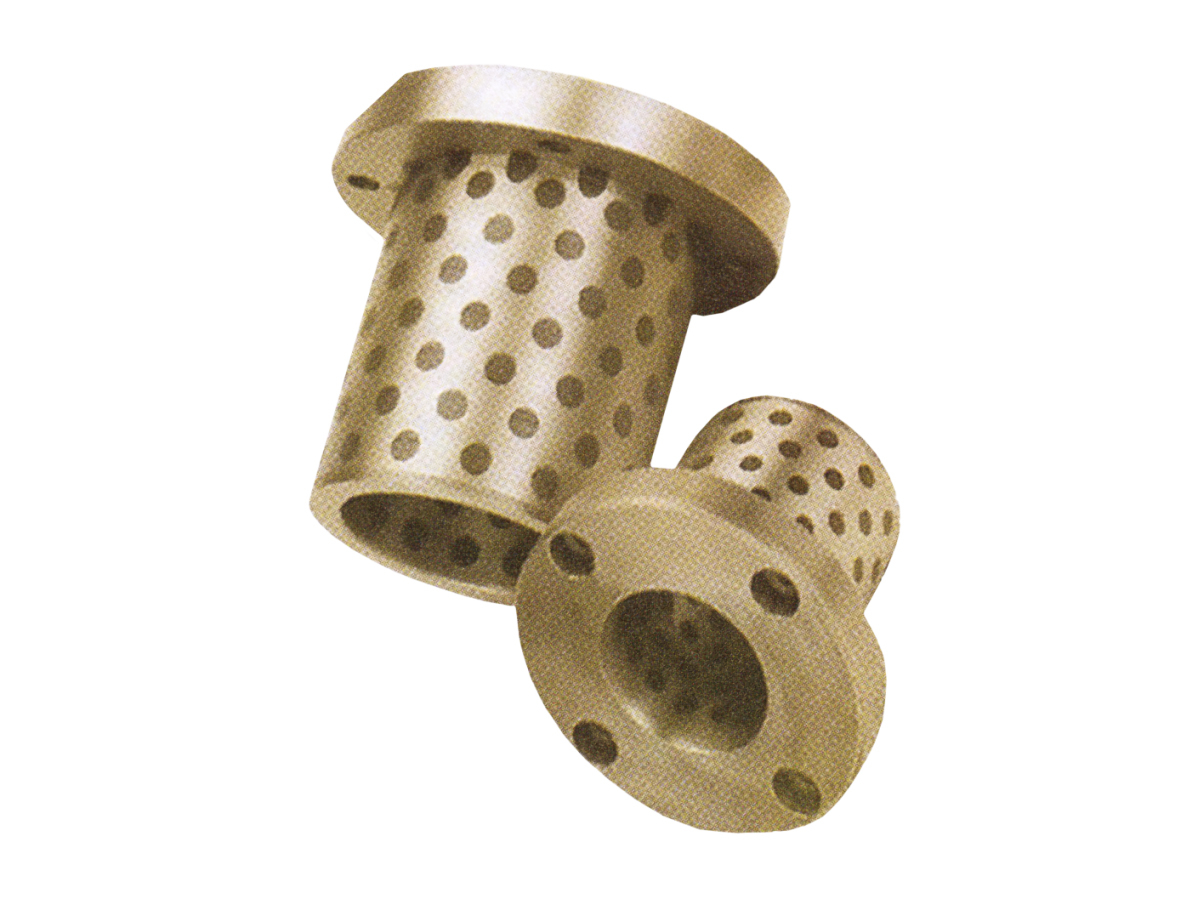
- Boccole con inserti in grafite












Esperienza
25 anni di esperienza
nella tecnologia della sinterizzazione
Reattività
Elevata reattività e
sviluppo in tempi rapidi
Flessibilità
Processi che si adattano
alle richieste del cliente
Sicurezza
Possibilità di produzione
in due diversi stabilimenti